Conveyor belts have revolutionized the handling and transportation of products in a variety of industries in the Mumbai, making them an essential component of industrial processes. Conveyor belts are essential to the assembly line in the manufacturing sector because they make it easier for components, raw materials, and completed goods to flow smoothly. They make mass production and automation possible, enabling businesses to boost output while lowering labor expenses. They maximize storage space and speed up order fulfillment by effectively sorting, transferring, and distributing goods across the facility. Conveyor belts are also essential to the transportation industry, especially for luggage handling systems and airports. From check-in desks to aircraft, they quickly and safely move bags, guaranteeing on-time departures and arrivals. Conveyor belts are also used in the mining, agricultural, and construction sectors since they are an efficient way to move large commodities and heavy items.
Looking for a trustworthy conveyor belt supplier to fulfill your business requirements? There's nowhere else to look! If you're looking for strong, long-lasting conveyor belts that will streamline your operations, our organization is the only place to get them. With years of experience in the field, we are aware of the vital function conveyor belts play in a variety of industries, including mining, agriculture, and manufacturing as well as packaging.
Our company takes pleasure in providing a wide selection of conveyor belts that are specifically designed to satisfy the needs of our customers. We have the know-how to deliver specialized solutions that go above and beyond your expectations, whether you need belts for inclined conveying, food processing, or heavy-duty applications. Our belts are sourced from reliable producers that are renowned for their excellent workmanship and commitment to industry standards. We provide our clients with extensive support services in addition to premium conveyor belts. Our team of skilled experts is on hand to answer any questions or issues you may have, offer professional guidance, and help with installation, maintenance, and repairs.
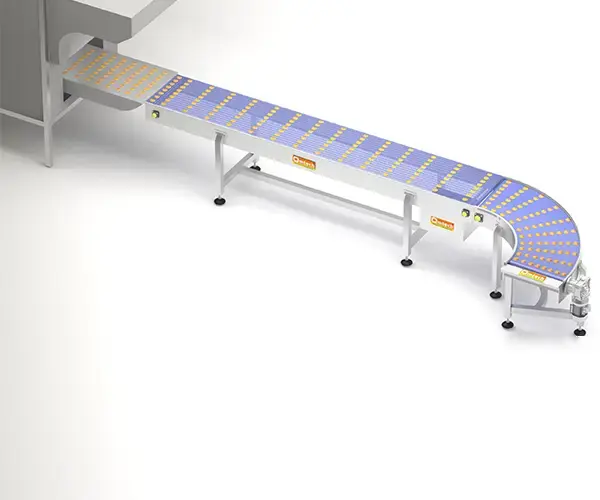
A flexible and effective means of transportation for moving goods up or down an incline is an incline belt conveyor. This kind of inclined conveyor system is perfect for a variety of industries, including manufacturing, mining, agricultural, and warehousing, since it facilitates the smooth transfer of items between different altitudes. Typically, an incline belt conveyor is made consisting of a continuous belt loop that is held up by rollers or pulleys and has a strong frame structure to keep it stable while in use. One of the main benefits of an incline belt conveyor is its capacity to overcome height differentials, which makes material handling effective in areas with topographical difficulties or space restrictions. In order to improve performance and guarantee operator safety, contemporary incline belt conveyors can also be outfitted with a variety of features like reversible operation, changeable speed controls, and safety measures. An integral part of many firms' supply chain and logistics architecture, the incline belt conveyor optimizes material handling procedures and boosts workflow productivity.
A PU conveyor system designed specifically for the dairy industry is the ultimate in hygienic practices and efficiency, precisely meeting the demands of this particular industry. These conveyor systems are painstakingly designed to guarantee dairy products are transported smoothly and safely at all times during the production, packing, and distribution processes. PU conveyor belts are incredibly durable, able to endure the hard demands of dairy processing settings without sacrificing their integrity over extended periods of operation. PU conveyor systems have smooth, easily-cleanable surfaces that make rigorous sanitation measures easier to maintain and ensure the safety and quality of the product. Dairy processing facilities may continue to comply with strict regulations because of their resilience to repeated washings with water and cleaning agents. Moreover, these conveyor systems can be tailored to meet certain production needs, such as different product sizes, inclinations, and speeds, which improves workflow and overall operating efficiency.
Plastic food conveyor belts play a pivotal role in the food industry, ensuring efficient and hygienic transportation of various food products throughout the production process. These belts are specifically designed to meet the stringent requirements of the food sector, offering a range of benefits that contribute to the smooth operation of food processing facilities. Their robust construction enables them to withstand temperature extremes, moisture, and chemical exposure, making them suitable for a wide range of food processing environments. They can be customized to accommodate various food products, from delicate baked goods to heavy-duty meat and poultry, ensuring gentle handling and efficient transfer throughout the production line. With options for different belt widths, lengths, and configurations, manufacturers can optimize their conveyor systems to meet specific production needs and space constraints.
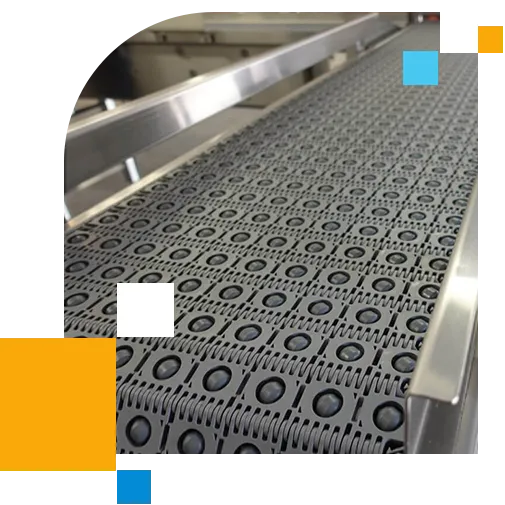
Plastic modular conveyor belts are an integral component of modern industrial processes, revolutionizing the way materials are transported within manufacturing facilities, distribution centers, and various industries worldwide. These belts are constructed from interlocking plastic modules, which form a continuous, flat surface capable of carrying a wide range of products, from small components to heavy loads. One of the key advantages of plastic modular conveyor belts is their versatility. Constructed from high-quality materials such as polyethylene, polypropylene, or acetal, these belts exhibit excellent resistance to abrasion, corrosion, and extreme temperatures, ensuring prolonged service life even in harsh operating environments. Their smooth and consistent surface minimizes product damage and prevents jams or misalignments, resulting in smooth and uninterrupted flow of goods throughout the production or distribution facility.
Brand Name |
Omtech Food Engineering |
|---|---|
Mumbaige |
Material transport |
Material Handling Capacity |
Maximum capacity |
Application |
Material handling, assembly lines, mining, logistics |
Country of Origin |
India |
Belt Material |
Rubber compound, PU |
Size |
As per Customized |
Colour |
White, Blue. |
Material |
SS 304, MS Powder Coating. |
Operating Speed |
As per Customized |
Side Guard |
As per Customized |
Belt Drive |
As per Customized |
Features |
Efficient, durable, versatile, automated, continuous, adjustable |
Domestic Market Supply |
All India |
International Market Supply |
Global supply |
Fill the form below to get a Infromation about University.
Request A Quote